
C-5接觸摩擦和環耐久性
車輛和機器操作員有一個共同的願望:擁有最佳的燃油經濟性並具有盡可能長的換油間隔。活塞環的周邊(工作面)需要盡可能減少接觸摩擦* 1的材料,並且仍然允許環對氣缸壁執行其密封功能。儘管環的運行面通常在非常薄的油層上滑動,但摩擦力可能很大。因此,最小化這種摩擦損失是當今活塞環設計者面臨的另一個挑戰。
雖然硬鉻電鍍和氮化是經過充分驗證的活塞環運行表面塗層,但目前發動機設計的趨勢推動了新型活塞環材料和表面塗層的發展。
表面處理
最近開發的面塗層已經在最嚴苛的發動機操作條件下得到證實。
一個。頂環表面處理:IP塗層(PVD法製備CrN薄膜)
IP塗層是一種PVD * 2薄膜,具有以下特性:
- 低摩擦係數
- 硬度高
- 對基底金屬的高附著力
- 優異的耐磨性
下表顯示了Riken提供的各種離子鍍層。
| IP-100 | IP-200 | IP-251 | |
|---|---|---|---|
| 組成 | 錫 | 的CrN | 的CrN |
| 顏色 | 金 | 金屬銀 | 金屬銀 |
| 硬度 | 1700〜2300 | 1500〜2000 | 850〜1150 |
| 文件厚度 | 難以達到厚度小於10μm的厚膜 | 可達到厚膜達40μm | 可以達到厚達50μm的厚膜 |
| 應用範圍 | 第一環用於高輸出汽油發動機 | 用於柴油發動機和汽油發動機的油控制環 | 柴油發動機和汽油發動機的第一環 |
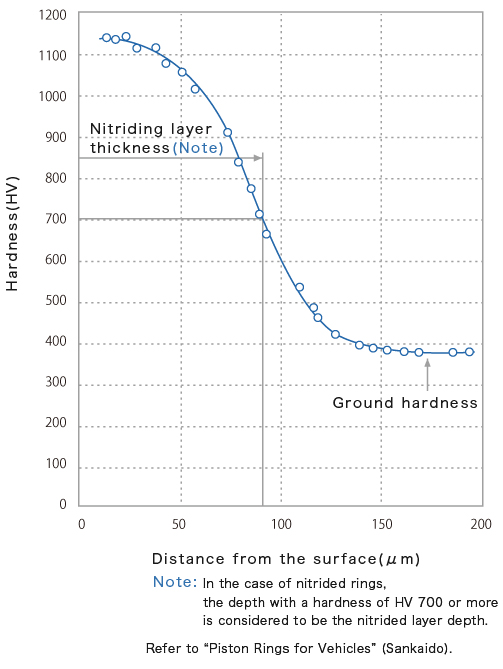
灣 二環表面處理:氮化
該系列工藝在基材上產生硬表面層。在這些過程中,氮原子滲透並擴散到基底金屬中,顯著增加了表面硬度。
| 類型 | 環境氛圍 | 處理溫度 | 處理過的材料 | 特點 |
|---|---|---|---|---|
| 鹽浴氮化 | CN鹼鹽浴 | 500℃〜600℃ | 鑄鐵 合金鋼 工具鋼 馬氏體底座SUS 奧氏體底座SUS |
無氰污染無鋼種和形狀限制 處理後需要洗滌 |
| 氣體氮化 | NH 3 + RXガス NH 3 + N 2 NH 3 + N 2 + CO 2 NH 3 + N 2 + O 2 NH 3 + N 2 +空氣 |
500℃〜600℃ | 鑄鐵 合金鋼 工具鋼 (馬氏體基礎SUS) |
無污染的 奧氏體基礎SUS很難。 馬氏體基礎SUS需要特殊的預處理 |
| 離子氮化 | N 2 + H 2 +輝光放電 1~10Torr 200~1000V |
500℃~600℃ 通過輝光放電加熱 |
鑄鐵 合金鋼 工具鋼 馬氏體底座SUS 奧氏體底座SUS |
無污染 鋼的類型無限制 快速氮化速度 易於部分氮化 無形狀和尺寸限制 |
請參閱“車輛活塞環”(Sankaido)。
觀察層硬度值作為距離環表面的距離的函數,在下圖中可以看出表面硬度超過Hv 1,100。
C。油環和側軌(段)表面處理
根據應用,IP薄膜,氮化和鍍鉻都是表面處理選擇。
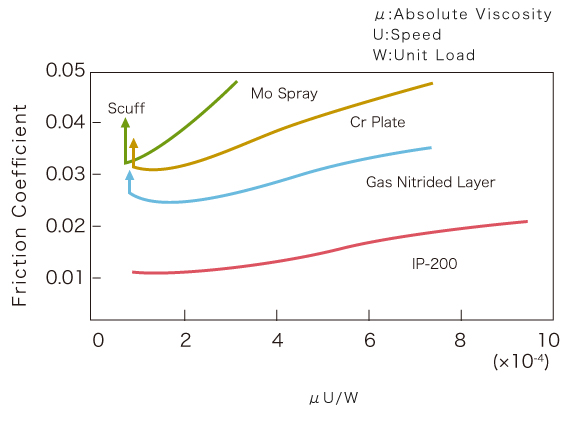
摩擦係數
希望使這個數字盡可能低,因為它在發動機磨損和效率方面起著重要作用。從下表可以看出,IP塗層具有任何可用表面塗層的最低摩擦係數。
- * 1緊密配合的活塞環作為運行面的運動阻力沿著氣缸壁滑動。
- * 2 PVD是“物理汽化沉積物”的縮寫。這是指金屬在真空容器內蒸發的過程,然後將其電離並在給定負電位的情況下粘附到基礎金屬上。